1、机床的润滑点多而复杂,而且有许多机床同时润滑,因而多采用自动润滑,也称强制循环润滑,以节省人力,并***可靠的润滑。2、机床多靠液压传动,为简化润滑系统,因而许多机床是液压与润滑系统共用的,因而要考虑在***液压系统工作正常的同时要满足各个润滑点对润滑的要求。在考虑运行成本的前提下尽可能选用粘度指数高,抗磨性能和抗氧化性能好的润滑油(脂)。3、单机大型机床的导轨和主轴承的润滑,通常采用重力加油(滴油、油芯)润滑方式。用这种润滑方式要考虑润滑油的流动性,以***润滑油可以自动流进摩擦副。4、大型机床有很多齿轮传动装置、滑动和滚动轴承。特别是多功能磨床都有很复杂的传动装置,因摩擦损失的功率达到30-40%,因此在选用润滑油时必须考虑到适当的粘度及良好的抗磨润滑性,湖南活塞导套数控车床生产厂家,力求比较大限度的降低摩擦损失以节省动力消耗。5、粗加工机床大多是间歇式工作,因此会产生冲击负荷并伴有边界润滑,所以要考虑适当的年度、良好的润滑性能和抗极压性能,湖南活塞导套数控车床生产厂家。6,湖南活塞导套数控车床生产厂家、精密机床的对润滑油的温升有很严格的要求,一般不能超过室温2-5℃,因此对油品的粘度及润滑方式及油箱的容量要做周密的计算和设计。油缸双头车床实现主轴与副主轴夹持工件的自动交换,解决了工件在一次装夹下的夹持端二道工序的加工问题。湖南活塞导套数控车床生产厂家

用普通三角槽刀切槽,切无严格规定1mm或2mm左右深的槽时,加上毛坯余量,余量变得较多,再加上这种情况下为***槽壁两边对称和槽壁的角度,主偏角较小,所以特别易缠屑。(1)先切一段和两端外圆直径一样的毛坯段,再走向毛坯外圆一个斜角,角度比当前刀的主偏角角度小。再返回接近外圆,开始切槽,进给速度不能过慢,转速也要配合好,转速绝不能太快(以进给倍率在150%时,编程“F”值在160至260左右,主轴转速在1500~1700r/min左右,但也并非一定要在这样的范围,根据实际情况及产品需要、机床性能和车工经验自行定)。(2)为保险起见,降低缠屑的概率,***减少因余量过多副偏角擦工件引起的边角毛刺。比较好分两刀车,粗车时适当降低转速,进给倍率适当提高车削,且为精车预留较少的余量,精车时提高转速和进给倍率,可***粗糙度和时效。8、产品的材质需要选用合适硬度的刀具,材质较软的产品需要刀刃锋利和排屑非常顺畅的槽刀,材质较硬的产品需要刀刃稍钝一些,可以选择碎屑刀,则不会存在缠屑。山东油缸加工数控车床采购为了让螺纹车削在多走刀时不乱扣,通过检测脉冲信号来控制螺纹的起始加工位置。
将数控中心架稳固在机床背后,在产品工件转动情况下,先使下面两只承爪匀称碰触产品工件支柱面后卡紧,再扣紧顶盖,调节上支柱爪部位.适合后卡紧。中心架的组装校准通常采用把轴类产品工件,夹装在卡盘及操作架上,轴类产品工件,先不要夹得过紧,先用磁力座***表找正轴靠近中心架侧的轴心,缩小轴心范围后,换上千分表找正。找正后,再装紧产品工件。需注意数控中心架的基座导轨选用定时手动润滑方式,每班工作前要润滑一次。***被夹紧的零部件务必有足够的被夹紧区域,被夹紧面必须是被生产加工过的、光洁度好的面,不然会毁坏滚轴及全部中心架。
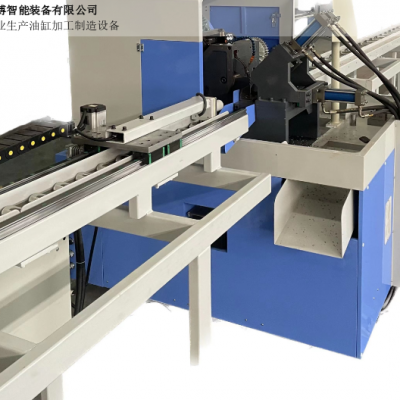
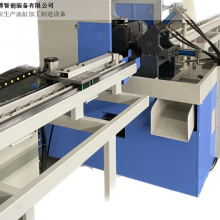
精密活塞杆钻孔倒角机,用于完成活塞杆端部销轴孔的钻和倒角两个工序。可利用高速旋转的T钻代替普通钻头,利用车床大托板移动实现工进,一次装夹,完成钻孔与倒角两个工序,缩短了加工时间,增加了加工效率。液压传动中伸缩油缸应用广,精密活塞杆端部的销轴孔,常用孔径范围为φ30~φ80mm。目前该销轴孔多采用普通钻头在钻床、镗床上加工,工艺流程根据钻孔直径大小分为钻—倒角或钻—扩—倒角,倒角时需换钻头,二次装夹、二次找正,且普通钻头转速低,工人劳动量大,效率较低。数控车床是一种高性能,高精度,低噪音的走到式的机床,是通过数控系统来控制加工程序的自动加工机床。
在螺纹车削过程中,经常会因螺纹刀具磨损,崩刀而需重新装刀对刀,装刀对刀的好坏直接影响车削螺纹的精度,特别是螺纹的修复车削,需二次装夹二次对刀,制约了数控车床加工螺纹的加工效率,螺纹精度要求较高时,如梯形螺纹还需两侧面进行精加工,需先粗加工后换精车刀进行精加工,如果不能很好地解决加工过程中的装刀对刀问题,数控车削螺纹将不能得到很好的应用。螺纹在数控车床中加工的原理数控车削螺纹与普通车床车螺纹有着很大的区别,普通车床是通过齿轮机械传递与丝杠联动后车削,即主轴每转一转,刀架移动一个螺纹的导程,在整个螺纹加工过程中这条传动链不能断开,否则会乱扣。加装了数控系统的铣床叫数控铣床,在数控铣床上边再加装了刀库那就叫做加工中心了。湖南活塞导套数控车床生产厂家
因为活塞杆工作中的特殊性,需要让它有很多耐磨要求。湖南活塞导套数控车床生产厂家
随着车床设备研发制造的技术水平不断的提高,在运用方面较为普遍。其中,在数控技术的基础上,可以说研发出来的数控车床设备在操作运行方面会有很多的细节要点需要注意到,这样才能够在细节上合理的去把握好,才能够确保在工作上会更加高效快捷的。那么,需要注意哪些细节呢?工作温度应该要控制在0-35度之间,避免受到阳光的直接照射,所以说,一定要在运行工作的过程中要配备相应的灯光照明设备,这样的话才能够在加工的精度上会不断的提高。因此,对温度的控制要求一定要严格把关好才行,确保在加工的品质上达到了严格的标准。湖南活塞导套数控车床生产厂家