����ľ��۹�����ϵ����ڿ������ӹ����ȶ��ԺͿɿ��ԣ�ֱ��Ӱ�쵽�ӹ������ĸ��ֱ�߶ȡ��ӹ����ȼ�����ֲڶȡ������ڿӹ��������ȶ�����Ҫ�����߱����ṹ�ĺ�����ƣ��ҹ�˾ʹ�õ���ϵ�����Ч֧�г����Ǽӹ������ڿ�ֱ����2����2�����ϡ��ҹ�˾������μ�����֤�����飬������֧�г���С���ڿ�ֱ��ʱ�����ӹ�ʱ�������ȶ��Խϲ�������������س���Ʒ�ƣ�������֧�г��ȵ��ڸ���ֱ��ʱ���������������س���Ʒ�ƣ����ߵ������ȶ���������ߣ��������������س���Ʒ�ơ�����ϵ��ߣ��ҹ�˾ʹ�õ���һ�ָ��Կɵ���**ĥͷ�����ص��dzߴ�����Ʒǰ���ӹ��ڿ׳ߴ�ı仯���ڡ�����ĥͷ����Ǹ��Ե����س����ǿ��������˶��ᣬ���ӹ����������������������Ҳ���������ᡢ�����������������������س���Ʒ��

����ͨ���Dz۵��вۣ������ϸ�涨1mm��2mm������IJ�ʱ������ë��������������ý϶࣬�ټ������������Ϊ***�۱����߶ԳƺͲ۱ڵĽǶȣ���ƫ�ǽ�С�������ر��ײ�м����1������һ�κ�������Բֱ��һ����ë���Σ�������ë����Բһ��б�ǣ��Ƕȱȵ�ǰ������ƫ�ǽǶ�С���ٷ��ؽӽ���Բ����ʼ�вۣ������ٶȲ��ܹ�����ת��ҲҪ��Ϻã�ת�پ�����̫�죨�Խ���������150%ʱ����̡�F��ֵ��160��260���ң�����ת����1500~1700r/min���ң���Ҳ����һ��Ҫ�������ķ�Χ������ʵ���������Ʒ��Ҫ���������ܺͳ����������ж�������2��Ϊ������������Ͳ�м�ĸ��ʣ�***�������������ัƫ�Dz���������ı߽�ë�̡��ȽϺ÷����������ֳ�ʱ�ʵ�����ת�٣����������ʵ���߳�������Ϊ����Ԥ�����ٵ�����������ʱ���ת�ٺͽ������ʣ���***�ֲڶȺ�ʱЧ��8����Ʒ�IJ�����Ҫѡ�ú���Ӳ�ȵĵ��ߣ����ʽ����IJ�Ʒ��Ҫ���з�������м�dz�˳���IJ۵������ʽ�Ӳ�IJ�Ʒ��Ҫ�����Զ�һЩ������ѡ����м��������ڲ�м�����ϸ���Բ��������豸���ڸ�Ч�ʵĽ��������ӹ���˵�����ӹ����ϡ��������ߡ���������������Ҫ�ء�
�����Ƴ��������У������������Ƶ���ĥ�𣬱�����������װ���Ե���װ���Ե��ĺû�ֱ��Ӱ�쳵�����Ƶľ��ȣ��ر������Ƶ��������������װ�ж��ζԵ�����Լ�����س����ӹ����Ƶļӹ�Ч�ʣ����ƾ���Ҫ��ϸ�ʱ�����������ƻ�����������о��ӹ������ȴּӹ����������о��ӹ���������ܺܺõؽ���ӹ������е�װ���Ե����⣬���س������ƽ����ܵõ��ܺõ�Ӧ�á����������س����мӹ���ԭ�����س�����������ͨ�������������źܴ��������ͨ������ͨ�����ֻ�е������˿������������������ÿתһת�������ƶ�һ�����Ƶĵ��̣����������Ƽӹ��������������������ܶϿ���������ҿۡ�
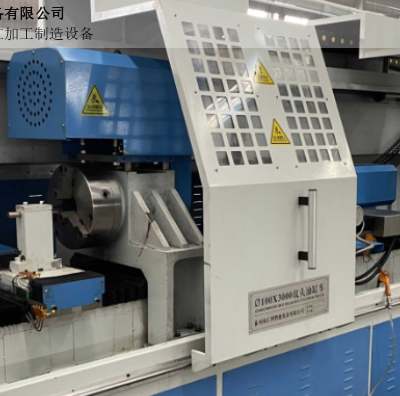
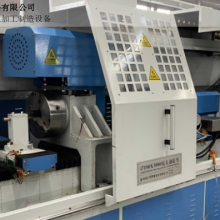
Һѹ�����ػ�����ҵ�������ܶ��ҵ��������ά���������ļ�����ԱҲԽ��Խ�࣬���ڼ��������ԣ����ػ�������ά�������滹û���γɳ���������������ϵ��̸��ά�ޣ����ȱ�����������˽����ǵ�ά����������Ϊ�ŷ�����ṩת�صĵ�·��һ�����������綯����ƥ��������������������˻���***����Ӧ��ƥ��������䷴���ź�Ҳ���ŷ�ϵͳ��������ɣ���˲��������������ٶȻ��ǿ��Ƶ綯��ת���༴�����������ٶȵĵ�·��λ�û��ǿ��Ƹ������ᰴָ��λ��***�Ŀ��ƻ��ڡ�λ�û�������Ӱ���������λ�þ��ȼ��������ȡ� ���ػ��������۴Ӽ�ʮ��Ԫ����ǧ��Ԫ��һ�㶼����ҵ�йؼ���Ʒ�ؼ�����Ĺؼ��豸��һ������ͣ������Ӱ�����ʧ�����ܴ��ճ���ע��Ա�����ά���������Ĵ����Ͷ�룬���ϳ�����ʱ����ŵ���������ձ顣�������ػ����ճ����ֵĶ�Ϊ�������ϣ����Ե���ά��Ϊ��Ҫ��˫ͷ��������ת�ٺͽ����ٶȱ��������ͻ�����Χ�Ӷ��ṩ��������������Ŀ����ԡ�
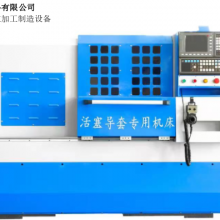
Ϊ���ܹ������ӹ�������������ʱ���Լ�����Ե���Ӧ�þ����ܵIJ��û��е��ͻ��е�Ƭ�������дֳ�ʱ����Ҫѡ�����öȽϺá�ǿ�Ƚϸߵĵ��ߣ���Ҫ�Ƿ�������ֳ�ʱ�Ե��������������Ҫ������ʱ����Ҫѡ�Ƚϸ������öȽϺõĵ��ߣ���Ҫ����***�ӹ����ȵ�Ҫ�����ܵ�ѡ��ͨ�üо���װ�й�������������ض��оߡ�����Ķ�λ���غϣ����Լ��ٶ�λ��������������س�����û�дﵽ�ռ�ʹ�õ������£�ͨ��Ӧ�ð�ë���Ϲ���������������ǰ����ж͡���ӲƤ���������������ͨ�ij����ϼӹ������һ����Ҫ���س������мӹ�ʱ����ôӦ��ע���������š��ڽ��л�����ѡ������ʱ��Ʒ���ܹ������˲�ͬ����ơ�������Ͳ���ؼӹ�����ͼƬ
Һѹ�ӹ������ߴ�ƫ���ԭ��������Ҫ��������س����Ĺ��ɡ��������������س���Ʒ��
�������ļܵ��ڵķ�ʽ:���������ļ��ȹ��ڴ������ڲ�Ʒ����ת������£���ʹ������ֻ��צ�ȳ�������Ʒ����֧��������ٿ۽����ǣ�������֧��צ��λ���ʺϺ��������豸֧��צӦ���������ȳƣ������ʵ�����Ȼ��˳����֧��צӦ��������ƽ�⣬ʹ֧����***��ԭ������������ڣ�֧������������ת����ͬ�ᣬ�����֧��צ����ѹ�������ȶ�ƫ�ƣ��γɹ���ǡ�ʹ��Ʒ�����γ��ȣ�����ʱ����Ʒ������ת��ʱ�γɶ�λζ��������Ʒ�����ѳ��������¹ʡ��ڻ����豸�У�ѡ�üе�һ�������ļ�֧������һ��װ��ʽʱ��ѡ�öԳ���ʮ������������ĸ�ߺͲ�ĸ�߷�ʽ������Ʒ�������������������س���Ʒ��