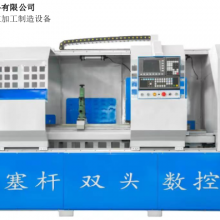
在液压油缸加工过程中,在切削内孔、外因或端面时,刀尖圆弧不影响其尺寸、形状,但在加工锥面或圆弧时受刀尖圆弧影响造成过切或少切。此误差可通过测量刀尖圆弧半径,采用刀具半径补偿功能来消除误差。CNC加工中心主要是受量具测量精度以及测量者操作方法影响,山东活塞杆双头车床,导致的实测尺寸不准确。此误差可弥补。对刀误差:此误差主要产生在对刀过程中,山东活塞杆双头车床,CNC加工中心刀具在移动到起刀点位置时受操作系统的进给修调比例值影响。解决办法是合理选择进给修调比例,尤其是当刀具靠近起刀点位置时采用小挡进给修调使刀具***于起刀点位置。活塞杆,山东活塞杆双头车床,作为现在众多的设备之中,都会使用到的零配件。山东活塞杆双头车床

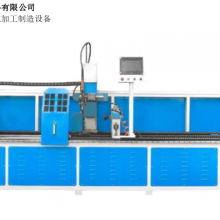
因为普通车床需要手工操作,对于操作人员的要求较高,人为的影响也较大,如果操作人员的身体不佳,或者思想不集中,所加工的零件废品率就会相对较高。而数控车床根本靠设备来***加工精度,操作人员只会起到装卸工作和开关的作用,也就是说人为的影响较小,所以所加工的工件合格率较高。普通车床虽然只需要一名操作娴熟的人员来操作设备,但是,由于运用手动三爪卡盘,而且在丈量时需要泊车后进行手工丈量,如此也就耽误了加工的效率,而数控车床在批量生产,运用液压卡盘或者绷簧夹头夹紧工件的前提下,一个没有任何操作技能的人员也能够至少同时操作两台数控车床,其生产功率是普通车床的四倍左右。辽宁高速金属圆锯机车床设备厂两把相邻的刀具比较好不安排在一***后顺序加工,应该错开刀具安排,这样 就容易避免刀具相撞。
滚压后的表面,经挤压而强化,有利于提高零件表面的耐磨性和疲劳强度。疲劳强度的提高程度基本上与要加工的材料结构、压力集中程度、硬度和滚压条件有关。除了改善了零件的表面质量以外,其优点还有:(1)所用工具简单,加工方法简便,在普通车床上即可完成零件的全部加工,而不用另外转序。所适用加工零件的范围较大。(2)不易产生废品,在熟练的掌握滚压方法以后,不会产生象其它加工方法可能产生的***、扎刀等废品情况,滚压加工部分的孔和缸体孔外部不需滚压加工部分的止口、台阶孔的同心度可以***达到图样要求,因为是在一次装卡下加工实现的。(3)经济效益高,在***加工精度的条件下,滚压加工的效率比较高。综上所述,经多年的生产实践证明,滚压加工方法是方法简便、经济效益高,可以提高工件表面质量的较好的加工方法。
想要知道导致液压油缸加工工件尺寸偏差的原因,我们需要先清楚数控车床的构成,数控车床主要由控制系统、伺服驱动装置、机械进给装置、伺服电机、工作台位置、及反馈测量装置等组成。当进行加工工件时,先要通过数控系统的数字运算之后,向伺服驱动装置发出控制信号,然后驱动伺服电机进行转动,再接着经过机械进给装置传递给工作台,使工作与刀具之间发生相对运动,与此同时,位置检测反馈装置会把工件与刀具之间的实际相对移动量转变成电信号,然后反馈给数控装置,接着数控装置把指令转位量与反馈的实际转位量进行比较,从而加工出符合加工程序设计要求的工件。数控车床是控制两个运动轴,而加工中心至少是三轴控制联动也可以是四轴、五轴联动。
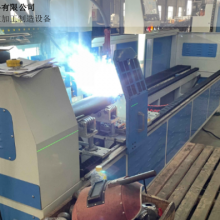
对于数控液压油缸加工机床的故障的维修需要技术人员具有专业的技术,还要有较宽的知识面及经验,对于非专业人员一定不要独自修理,对于故障需要快速和针对的判断故障位置,了解故障的维修方法,了解和掌握数控机床的各个设备元件的诊断方法,进行合理的操作,才能够提高数控机床的保养、数控机床维修能力,并且使之能正常、稳定的运行。同时还要准备必要的工具,对于数控机床维修工具、检测器仪表***。数控机床系统位置环故障出现此类故障有可能是由于元件损坏,接口信号丢失等原因,也有可能是由于坐标轴在没有指令的情况下进行运动,或者漂移过多,位置环或者速度环接成正反馈。数控加工中心和数控车床都属于数控机床。辽宁油缸加工车床设备维修
在进行活塞杆选择和购买的时候,产品是能够出现了不同的设计。山东活塞杆双头车床
数控中心架调节的方式:将数控中心架稳固在床背后,在产品工件转动情况下,先使下面两只承爪匀称碰触产品工件支柱面后卡紧,再扣紧顶盖,调节上支柱爪部位.适合后卡紧。机床设备支柱爪应反作用力匀称,紧松适当,自然畅顺。各支柱爪应反作用力平衡,使支柱面***在原来的区域情况内,支柱面与主轴旋转中心同轴,避免各支柱爪工作压力不均匀而偏移,形成过标记。使产品工件形成锥度,严重时,产品工件在转动时形成多次晃动,引起产品工件脱出而发生事故。在机床设备中,选用夹到一边用中心架支柱,另一边夹装方式时,选用对称性十字中心线或检查上母线和侧母线方式找正产品工件。山东活塞杆双头车床